
连轧、可逆、厚控AGC轧机控制系统
八辊轧机电气控制系统
冷轧机组介绍
冷轧机组有二辊、四辊、六辊、八辊、十二辊、十六辊、十八辊、二十辊、单机架、可逆、连轧、厚控AGC多种机型,适用于材质为不锈钢、普碳钢、合金钢、铝、铜、等金属材料的冷轧。主要组成部分有主轧机、左卷取机、右卷取机,传动系统多为直流传动,可控硅整流供电,轧机出口和入口分别安装同位素或X射线测厚仪。
2、基本电气系统配置
1、柜体采用组合式GGD型低压配电柜;
2、控制系统以可编程逻辑控制器(PLC)为核心,常用西门子S7-200/300/400系列、FM458系列、AB的SLC500、CompactLogix等;
3、直流传动系统使用全数字直流调速装置,常用有德国西门子6RA70、RA80680系列、英国欧陆590系列等
4、交流传动系统使用全数字变频调速装置,常用有AB的PowerFlex系列、西门子MM440系列、艾默生TD3000系列、ABB ACS880等;
5、配HMI人机界面(触摸屏),常用有西门子TP270、MP370系列;
6、配上位监控计算机(工控机),常用有研华Advantech系列、西门子PC 847等;
3、系统控制功能
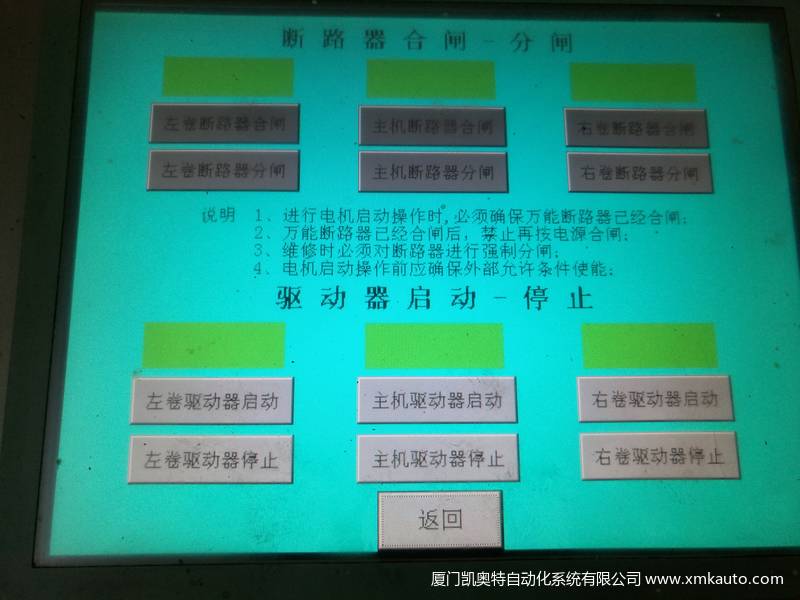
1、实现各传动装置的供电、起停控制、运行、连锁逻辑、故障检测及故障处理;
2、实现各液压站、润滑站、冷却站、过滤站的连锁逻辑及起停控制;
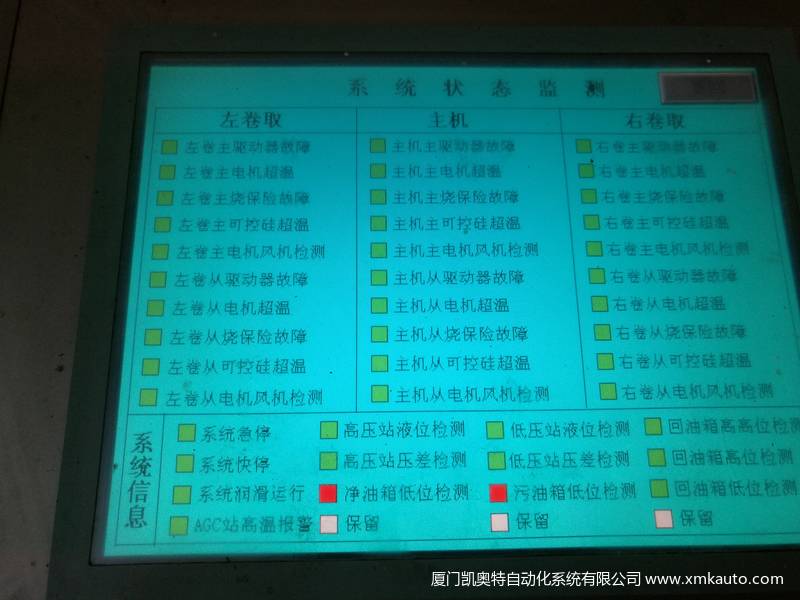
3、实现机组现场的液位、压力、温度等信号的监测与报警;
4、实现整个生产线各段在不同运行模式下的各类连锁控制;
5、实现断带检测及保护动作;
6、实现自动减速和准确停车;
7、实现钢带长度自动测量;
8、实现机组的逻辑控制;
9、实现卷取机恒张力控制;
10、实现卷取机卷径自动计算及补偿;
11、实现厚度自动控制(AGC液压压下的系统);
4、系统特点
1、速度控制采用光电编码器测量反馈,控制精度高,动态响应快;
2、整个轧制过程中实现恒张力轧制,控制精度高,张力稳定性好;
3、 PLC速度级联控制配合全数字直流调速装置控制,保证了机组的速度精度和设备的稳定性及可靠性;
4、采用PROFIBUS或其他现场总线的系统把PLC系统和传动系统有机结合在一起,减少了设备间的连线,提高了设备的可靠性、抗干扰性及控制数据的准确性;
5、配置有上位计算机监控的系统把现场采集的速度、电流、厚度、压力、液位、温度等信号记录到服务器数据库中,可为操作、维修和管理提供真实、有效的数据和帮助;
6、液压压下的机组配置厚度自动控制系统AGC,厚度控制精度高,轧制出来的钢带板型良好;
7、电动压下的机组压下电机使用变频器调速,使压下电机平滑启动、平滑停止,并实现多段速控制功能;
8、系统具有完善的系统辨识和故障保护功能,以保证其可靠地执行PLC控制系统对各电机的速度及电流的控制命令;
9、在系统出现各种故障时能快速响应,快速地做出判断和相应的处理动作;


八辊轧机







两连轧机

五连轧机



单机架

可逆轧机 厚控AGC
一、液压AGC自动厚度控制系统简介
液压AGC自动厚度控制系统是现代化轧机提高轧制精度必不可少的技术装备,是生产厂家在未来激烈市场竞争中取得优势的重要保证。厦门凯奥特建立了多学科相配套的AGC专业体系,集液压AGC自动厚度控制系统的设计、开发、制造、安装、调试于一体,为用户提供优质服务。目前为止,本公司所推出的液压AGC自动厚度控制系统已经应用在国内外上百条冷轧、热轧带钢生产线上,完全可以满足带钢产品厚度的精确控制。
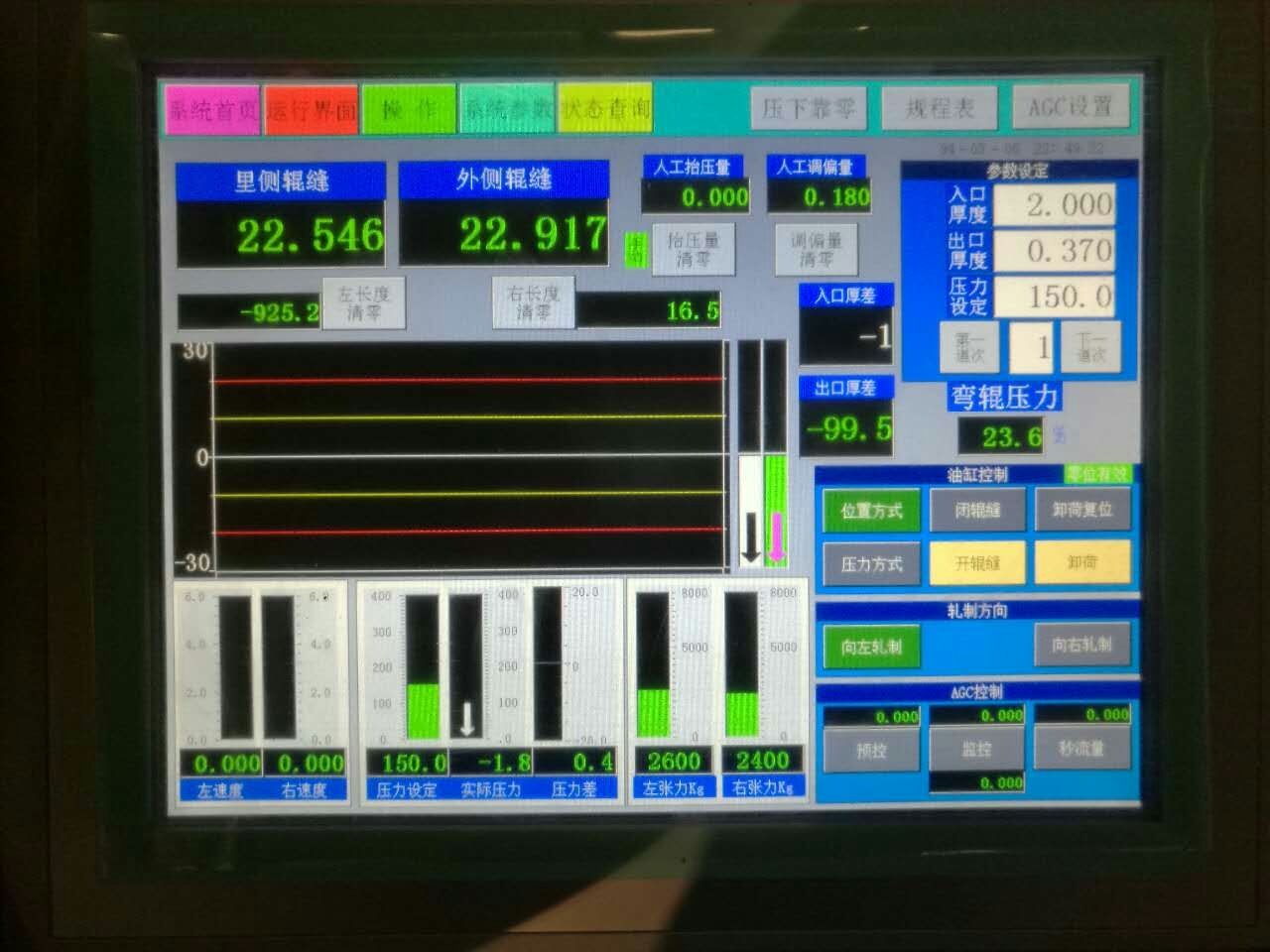
为了保证带钢产品的厚度精度和良好板型,本系统具有液压压下厚度自动控制(AGC)、恒轧辊缝控制(APC)、恒轧制压力控制(AFC)、厚度监控、厚度预控,对薄规格产品还可采用张力厚度控制等功能。本系统工作可靠、操作方便、自我保护功能完备,并具有轧制工艺数据库,在轧制不同规格的带材时,只需要调出相应的轧制工艺即可在每次开始轧制以前设置轧制状态。应用该系统后,冷轧带钢的厚控精度可以达到:0.15±0.003mm、0.3±0.006mm(纵向厚度偏差)
二、系统主要控制功能
1、液压AGC自动厚度控制功能;
(A)厚度AGC功能:采用动态设定型AGC,包括绝对值和相对值两种。
(B)监控AGC功能(安装测厚仪时);
(C)预控AGC功能(安装测厚仪时);
2、具有快速抬辊以及轧机标定功能;
3、具有手动设定辊缝和自动设定辊缝的功能;
4、具有各种过载保护与报警显示功能;
5、具有轧制过程参数的数据采集、记录、显示功能;
6、具有故障记录功能;
7、具有良好的人机界面与对话功能。
三、液压AGC自动厚度控制系统的作用
1、消除带钢因水印或头尾温差造成的厚度偏差;
2、消除带钢因尾部失张造成的厚度偏差;
3、减少换辊和辊缝的设定时间,提高轧机的作业率;
四、主要技术性能指标
1、辊缝(厚度)设定精度优于0.001mm
2、带材厚度控制精度:±1.5~3%h(带钢厚度)本指标与测厚仪以及来料和轧机精度水平有关。
3、系统响应时间: 30-50 ms




- 上一条五连冷轧机电气控制系统
- 下一条没有下一篇

